What Is Screen Printing? Complete Guide for Clothing Brands
OEM Fashion is a professional custom apparel manufacturer specializing in private label clothing, OEM/ODM production, and custom branding solutions for fashion brands worldwide.
When it comes to apparel decoration, screen printing remains one of the most trusted and widely used methods in the fashion industry. From startup streetwear brands to established clothing companies, screen printing continues to be a preferred solution because of its durability, vibrant colors, and cost-effectiveness for bulk production.
If you’re planning to launch a clothing brand or customize garments for your business, understanding screen printing can help you determine whether it’s the right decoration method for your products.

What Is Screen Printing?
Screen printing, also known as silk screen printing, is a printing technique that transfers ink onto fabric through a mesh screen.
During the process, a stencil is created on a screen, allowing ink to pass through specific areas and form the desired design on the garment. Each color in a design requires a separate screen, making the process ideal for bold graphics and simple color layouts.
Screen printing is commonly used for:
- T-shirts
- Hoodies
- Sweatshirts
- Jackets
- Uniforms
- Promotional apparel
Because of its durability and professional appearance, screen printing remains one of the most popular decoration methods for fashion brands worldwide.

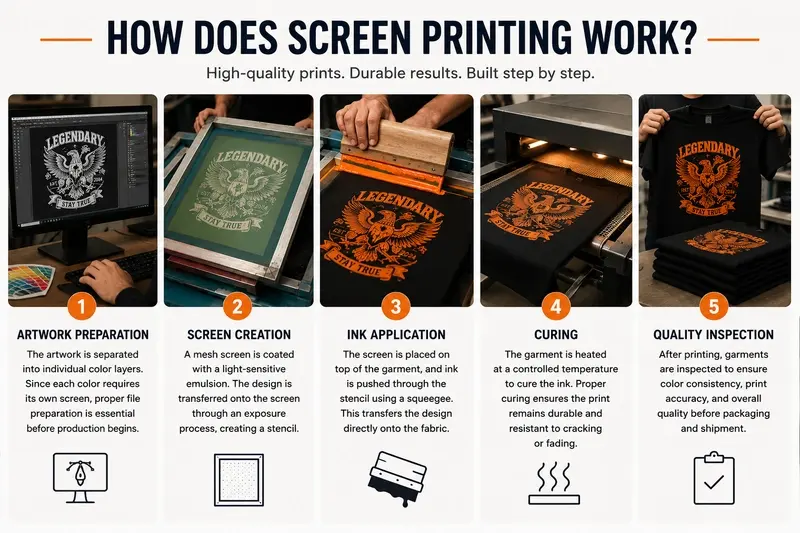
How Does Screen Printing Work?
Although screen printing may appear simple, it involves several production steps to ensure consistent and high-quality results.
Step 1: Artwork Preparation
The artwork is separated into individual color layers. Since each color requires its own screen, proper file preparation is essential before production begins.
Step 2: Screen Creation
A mesh screen is coated with a light-sensitive emulsion. The design is transferred onto the screen through an exposure process, creating a stencil.
Step 3: Ink Application
The screen is placed on top of the garment, and ink is pushed through the stencil using a squeegee. This transfers the design directly onto the fabric.
Step 4: Curing
The garment is heated at a controlled temperature to cure the ink. Proper curing ensures the print remains durable and resistant to cracking or fading.
Step 5: Quality Inspection
After printing, garments are inspected to ensure color consistency, print accuracy, and overall quality before packaging and shipment.
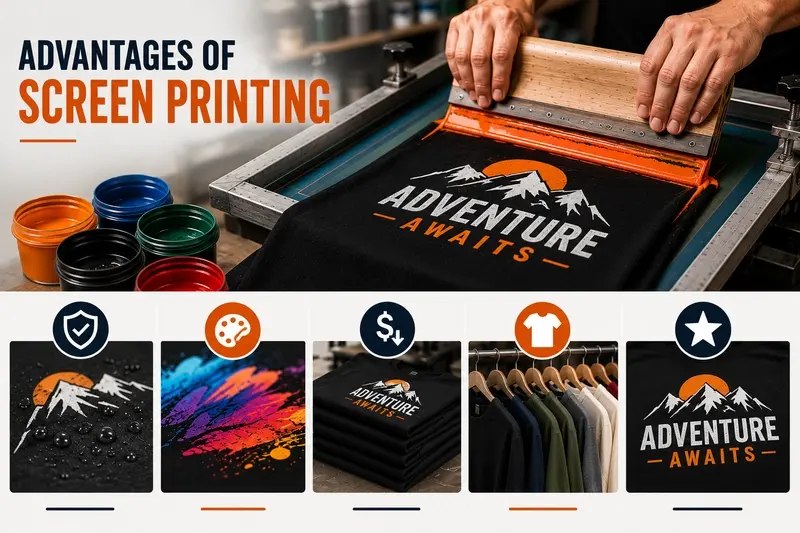
Advantages of Screen Printing
Screen printing has remained popular for decades because it offers several significant advantages.
Excellent Durability
Screen-printed designs can withstand repeated washing and everyday wear without significant fading when produced correctly.
Vibrant Colors
Because the ink sits on top of the fabric, screen printing creates bold and highly visible colors that stand out on garments.
Cost-Effective for Large Orders
Once the screens are prepared, production becomes highly efficient. As order quantities increase, the cost per piece decreases significantly.
Versatile Application
Screen printing can be applied to various garment types and fabric blends, making it suitable for a wide range of apparel products.
Professional Appearance
Many premium fashion brands continue to use screen printing because it provides a clean, consistent, and high-quality finish.
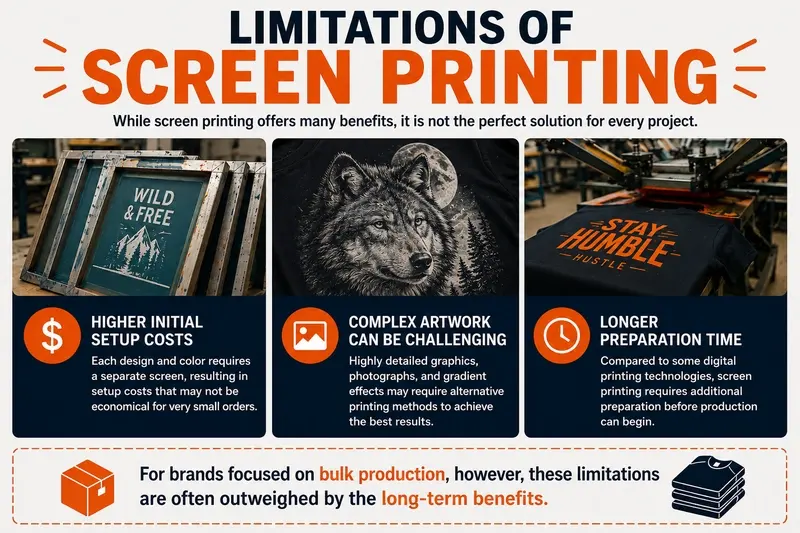
Limitations of Screen Printing
While screen printing offers many benefits, it is not the perfect solution for every project.
Higher Initial Setup Costs
Each design and color requires a separate screen, resulting in setup costs that may not be economical for very small orders.
Complex Artwork Can Be Challenging
Highly detailed graphics, photographs, and gradient effects may require alternative printing methods to achieve the best results.
Longer Preparation Time
Compared to some digital printing technologies, screen printing requires additional preparation before production can begin.
For brands focused on bulk production, however, these limitations are often outweighed by the long-term benefits.
Common Types of Screen Printing
Modern apparel manufacturing utilizes several screen printing variations depending on the desired effect.
Plastisol Printing
Plastisol is the most commonly used screen printing ink. It produces vibrant colors, excellent opacity, and outstanding durability.
Water-Based Printing
Water-based inks penetrate the fabric rather than sitting on the surface, creating a softer feel that many premium brands prefer.
Puff Printing
Puff printing expands during curing to create a raised three-dimensional effect. It has become especially popular among streetwear and fashion brands.
High-Density Printing
High-density printing creates sharp, raised graphics that provide a premium textured appearance.
Reflective Printing
Reflective inks contain materials that become highly visible when exposed to direct light, making them popular for sportswear and workwear applications.
When Should Clothing Brands Choose Screen Printing?
Screen printing is often the best choice when:
- Producing medium to large order quantities
- Printing bold logos and graphics
- Seeking long-lasting durability
- Looking for cost-effective bulk production
- Creating consistent branding across multiple garments
It is commonly used for Custom T-Shirts featuring brand logos, promotional artwork, and graphic designs.
Many fashion brands also use screen printing on Custom Hoodies because of its ability to produce vibrant graphics that maintain their appearance over time.
For outerwear collections, screen printing is frequently combined with embroidery and patches to enhance Custom Jackets and create a premium branded look.

Screen Printing vs Other Printing Methods
The apparel industry offers multiple decoration options, each suited to different applications.
Popular alternatives include:
- DTF Printing
- DTG Printing
- Sublimation Printing
- Heat Transfer Printing
- Embroidery
While these methods offer unique advantages, screen printing continues to dominate bulk apparel production due to its durability, scalability, and cost efficiency.
Understanding the differences between these methods can help brands select the most appropriate solution for their products and target markets.
Is Screen Printing Good for Private Label Clothing?
Absolutely.
Screen printing is one of the most commonly used decoration methods for private label apparel because it offers consistency, durability, and professional results.
When combined with custom labels, branded packaging, and premium garment construction, screen printing helps create products that strengthen brand identity and improve perceived value.
Many successful fashion brands continue to rely on screen printing as a core part of their product development strategy.

Conclusion
Screen printing remains one of the most reliable and cost-effective apparel decoration methods available today. Its durability, vibrant colors, and scalability make it an excellent choice for fashion brands, promotional apparel companies, and private label clothing businesses.
Whether you’re developing graphic T-shirts, branded hoodies, or custom outerwear, screen printing offers a proven solution for creating professional and long-lasting apparel products.
Ready to Develop Custom Screen-Printed Apparel?
Choosing the right printing method can significantly impact your product quality, brand image, and production costs.
As an experienced custom apparel manufacturer, we help brands develop screen-printed garments that meet both quality standards and business goals.
Whether you’re creating a new collection or expanding an existing product line, our team can support you through sampling, material sourcing, production, and custom branding.
👉 Contact Us today to discuss your project and receive a personalized quotation.

FAQs
What is screen printing used for?
Screen printing is commonly used for decorating T-shirts, hoodies, sweatshirts, jackets, uniforms, and promotional apparel with logos, graphics, and branding elements.
Is screen printing durable?
Yes. Properly cured screen printing is highly durable and can withstand repeated washing while maintaining color vibrancy.
Is screen printing suitable for small orders?
Screen printing can be used for small orders, but setup costs often make it more economical for medium and large production runs.
What fabrics work best for screen printing?
Screen printing works particularly well on cotton, cotton blends, fleece fabrics, and many polyester blend materials.
Is screen printing better than DTF printing?
It depends on the project. Screen printing is generally more cost-effective for bulk orders, while DTF printing is often preferred for smaller quantities and highly detailed artwork.
Share With
Related Articles




Hot Products






